Pharmaceutical
The pharmaceutical industry is an indispensable part of modern life, from cancer treatments to the paracetamol you take for a headache. It’s a fast-paced industry that is required to respond quickly to changing demands. While responding quickly is important, precision, efficiency and safety are paramount.

The pharmaceutical industry is an indispensable part of modern life, from cancer treatments to the paracetamol you take for a headache. It’s a fast-paced industry that is required to respond quickly to changing demands.
While responding quickly is important, precision, efficiency and safety are paramount. The production and distribution of life-saving medications and treatments demands meticulous attention to detail and adherence to stringent regulations.
Lifting equipment plays a crucial role in meeting these demands, facilitating the safe handling of materials, equipment, and products throughout the manufacturing process.
Efficiency is a crucial part of pharmaceutical manufacturing, as time-to-market and production costs directly impact profitability and patient access to essential medications. Using the right lifting equipment you can reduce manual labour, streamline production processes and enhance workflow efficiency.
For example, automated lifting systems and conveyors can be used to transport materials and products between production stages. This reduces manual handling, minimising the risk of errors, delays, or injury to workers. Using modular lifting equipment gives more flexibility, allowing for rapid reconfiguration of production lines and changeovers between product formulations. This enables pharmaceutical manufacturers to respond quickly to changing market demands or regulatory requirements.
Lifting equipment can also be used to optimise the way space is utilised. Vertical lifting solutions, such as scissor lifts, maximise floor space available in pharmaceutical facilities by enabling multi-level storage, staging and production areas.
Powering Pharmaceutical Production
Across all of the stages in pharmaceutical manufacturing lifting equipment has various applications. This ranges from raw material handling, to packaging and distribution. Some of the key applications include:
Raw Material Handling:
Cranes and hoists lift and transport bulk containers of raw materials to formulation and blending stations.
Mixing and Blending:
Lifting equipment facilitates the loading of ingredients into mixing vessels and ensures thorough blending of formulations for accurate dosage and uniformity.
Granulation and Compression:
Hydraulic lifts raise and lower tablet presses and granulators for maintenance and cleaning, minimising downtime and maximising the time equipment can be used.
Packaging and Labelling:
Robotic lifting systems assist with the placement of containers, bottles, and packaging materials onto conveyor lines for labelling, filling and final packaging.
Essential Lifting Equipment for Successful Pharmaceutical Manufacturing
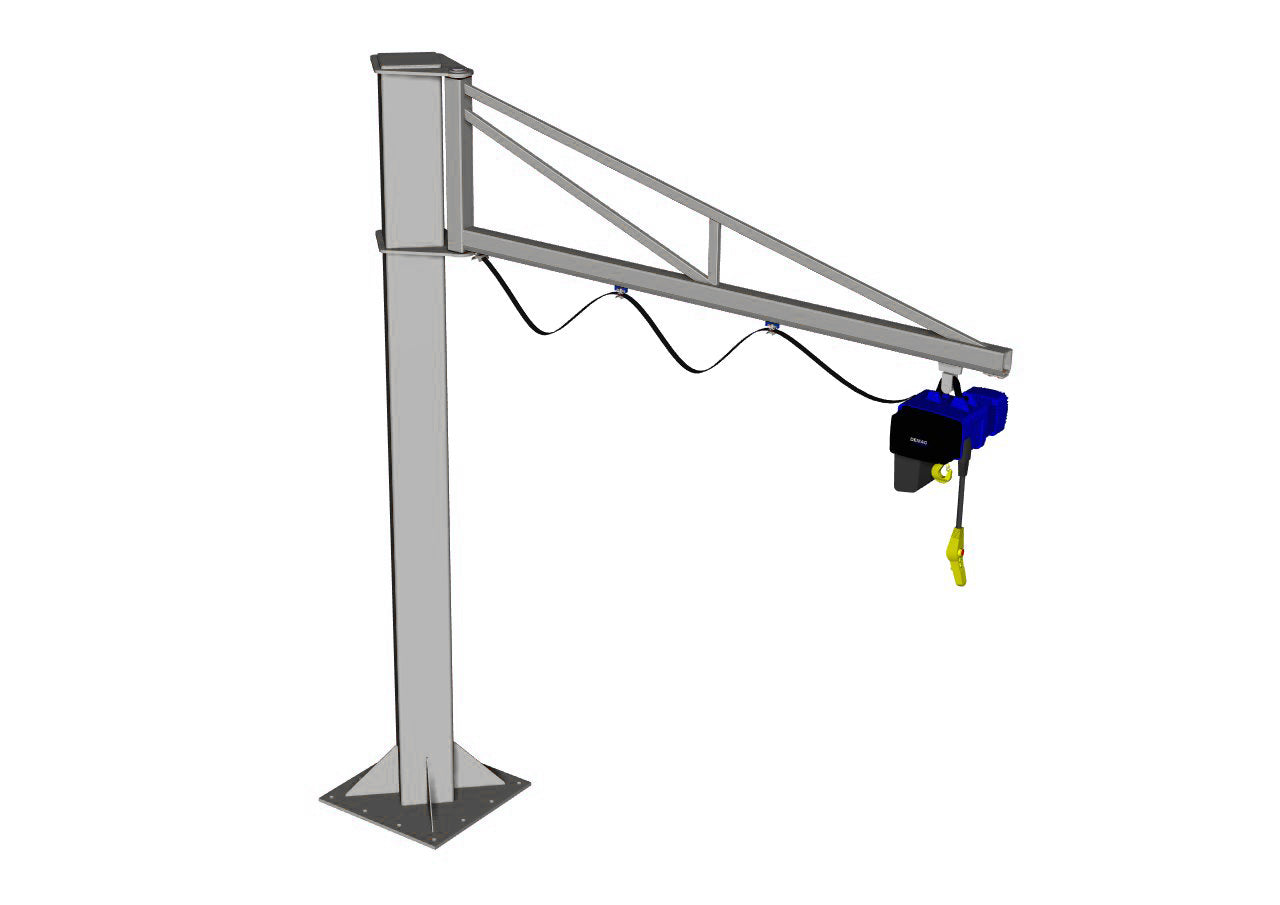
Hoists:
Electric chain hoists and wire rope hoists are most commonly used for lifting and moving heavy loads vertically. In pharmaceutical manufacturing, hoists are used to lift containers of raw materials, ingredients, and equipment to various stages of production.
Cranes:
Overhead cranes, gantry cranes and jib cranes are used for lifting and transporting heavy loads horizontally within manufacturing facilities. Cranes are utilised when moving large equipment, materials and finished products between different production areas.
Vacuum Lifters:
Vacuum lifters use suction to grip and lift objects without the need for manual handling. In pharmaceutical manufacturing, vacuum lifters are used to handle delicate materials, such as vials, bottles, and packaging components, minimising the risk of contamination and damage.
Scissor Lifts:
Scissor lifts provide a stable platform for lifting workers of materials to different heights. In the pharmaceutical context, scissor lifts are often used for tasks such as loading and unloading materials from storage shelves, accessing equipment for maintenance, and positioning components on production lines.
Conveyor Systems:
While we wouldn’t class these as traditional lifting equipment, conveyor systems play a crucial role in transporting materials and products between different stages of the manufacturing process. They facilitate automated movement of containers, bottles, vials and packaging, improving efficiency and speed of production.
Pallet Jacks:
Pallet jacks are used for moving palletised loads, in pharmaceutical manufacturing this is most commonly materials and finished products. They enable the efficient transportation of raw materials, packaging materials, and products between production areas and storage locations, ready for distribution.
Pharmaceutical Collections
















































Looking to the future
The pharmaceutical industry is set to have unprecedented growth and innovation, driven by advancements in technology, personalised medicine and global health challenges.
As pharmaceutical companies strive to meet the demand for life-saving medications and therapies, the role of lifting equipment will become even more critical. Advanced lifting solutions (including automated conveyors, robotic systems and precision hoists) will revolutionise manufacturing processes.
Advancement in these technologies will enable greater efficiency, flexibility, and scalability, allowing companies to accelerate production, improve product quality, and meet strict regulatory compliance with ease.
As a result, lifting equipment will play a pivotal role in shaping the future of the pharmaceutical industry, ensuring its continued success and impact on global health, and the team at LES is excited to be a part of shaping this future.
Our team is highly knowledgeable on all things lifting and can help you get the right equipment needed.